在季保养的基础上更进一步的对回焊炉内外部进行维护.
 |
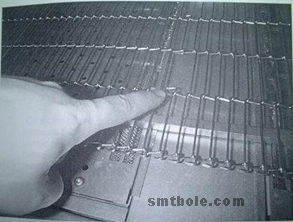
| ------------连轴支撑座 |
| |
| ------------固定齿轴杆 |
| ------------连接器 |
|
| ------------中间传动组 | | |
| 图(3-1) |
轨道,轴各丝杆,转动马达,齿轮的具体检查维护如下表图所示.
| 维护内容 |
作业标准 |
方法及工具 |
|
|
|
|
1.以固定边轨道为基准,取第3区第6区第9 区第12区至机台机座边缘需皆平行一至.(允许范围在±1mm以内)
2.进口处,中间传动组合,出板处为量测要点
※进口处与出板处放置PCB后间隙距离需+1mm~1.2mm以内.
※中间传动组合
需比进口处出板处宽1~1.5mm(但这数据需依据炉子轨道受热物理变化特性进行调整)可将炉子加热至生产设定温度即时打开炉膛盖以生产PCB板比对量测,PCB板是否能够顺畅划动,不卡板,掉板.以取PCB板一端边缘顶到PIN的一端,而量取剩余的间隙距离.允许范围为+0.5~3mm以内. |
| |
|
|
※以游标卡尺量测距离
※以游标卡尺配合PCB生产基板量测.
※调整方式:以进口处宽度为基准点,倘若出板处较宽或窄,以固定钳及19mm开口扳手将链条与轨道后端转动齿杆分开房松,再以手转动后端传动齿杆调整至与前,中端相同距离始可. | |
|
|
|
|
|
※在WAKE UP温度挡中以手动调整轨道宽度开至极限来回行走,观察是否因阻力影响轨道宽度。假设太紧,放松移动装置. |
| |
|
|
|
|
以水平仪检测平行度
*以内六角扳手,检查螺丝松紧度. | |
|
|
|
|
|
|
|
齿轮,链条正常转动轴心固定内六角螺丝需上紧,表面干净,松紧度检查。 |
| |
|
|
*以内六角扳手
*溶剂或酒精以碎布或无尘纸擦拭干净齿轮表面,再以润滑油润滑表面. |
| |
|
|
|
|
1.轴杆需正常传动,不可有过脏,偏移,弯曲,或变行等现象发生。
2.轴杆C形环,轴套需在正常位置,且不可有沟槽间隙产生。 | |
|
|
*溶剂或酒精以碎布或无尘纸擦拭干净齿轮表面,再以润滑油润滑表面.
*左述各项检查倘若必要应予以更新备品. |
| |
|
|
|
需与转动齿轮正常咬合,不可有过脏,偏位,弯曲及变形现象发生。 | |
|
|
*用溶剂或酒精用碎布或无尘制擦拭干净表面
*倘若变形应予以更新备品 |
| |
|
|
|
|
需与转动马达同步移动,轴杆与轴杆间连结固定内六角螺丝,不可有过脏,偏移,弯曲,或变形,螺丝松动,断裂现象发生 | |
|
|
*内六角扳手上紧螺丝.
*用溶剂或酒精用碎布或无尘制擦拭干净表面Att:溶剂或酒精挥发完后在装回!! |
| |
|
|
|
|
|
*内六角扳手上紧螺丝。检查与链动轴杆咬合情况
*用溶剂或酒精用碎布或无尘制擦拭干净表面Att:溶剂或酒精挥发完后在装回!! |
| |
检查转送齿轮、转送链条于钢铁板距离于2inch以内
如链条有油脂或异物堵塞可将其拆下于一铁盒中用煤油燃烧使之蒸发。
 |
| 图(3-2) |
转送链条可将其拆下方便保养如图(3-3)
 |
| 图(3-3) |
拆其方法如图(3-4)
 |
| 图(3-4) |
回焊炉保养中文在线手册目录: |