





















电话:010-51669522 51669533
传真:010-51662451-8001
邮编:101102
E-mail:sales@torch.cc
免费热线:400-998-9522
整体焊接的可靠性取决于服务环境和系统设计
|
|
||||||||||||||||||
|
服务环境将决定产品需忍耐的极限温度,电源接通或断开的频率和具体机械冲击(例如,掉下)或震动压迫的程度。 从系统设计的角度来看,一系列的因素都是重要的,这包括组件和底材的物理特性,焊接位的分布位置,焊钖合金主体的机械性能,形成的金属间化合物的本质,和金属间化合物在焊接点或焊垫接口的结构。费用的局限增加另外的限制,导至在各因素间的取舍决定很难作出。 对组件和底材而言,最关键的特性是它们的相对热膨胀系数和强度以及对弯曲的抵抗能力。当系统状态改变的同时,组件和底材的温度也相对地改变(但是不总以同一速率改变)。在运行中的情况下,半导体芯片本身的温度会高于旁边底材的温度。 膨胀系数错配所引起的力量会由底材变曲的机制得以体现出来,从而加大了封装件中心的焊接位的压力(此情况尤其是会发生在装了坚硬CSP器件而含有机材料的薄底材上)。对于位于十分坚硬的底材上的大尺寸封装结构,离开封装结构中心最远的焊点会因为膨胀系数错配而承受最大的压力。 焊接的几何因素包括了焊垫大小,形状和焊垫与绿漆的相关位置。跟据一些文献的叙述,“蚀刻设限” 的焊垫比 “绿漆设限” 的焊垫较为可取,因为“蚀刻设限”的焊垫能够允许焊钖扩展到焊垫角位甚至包围整个焊垫的侧壁。 从焊料合金方面,拥有长期历史的钖铅共熔合金己经被许多既复杂又不太熟悉的无铅合金所取替。 对钖铅共熔合金系统因焊钖疲劳或蠕变所造成的焊接可靠性失效的机理,已有大量的模型被建立并记录在案。而向无铅焊钖的转移引发大量的工作去了解清楚因合金物理特性的改变和焊点晶体结构上的差异而造成的不同失效机理。根据这些基本信息,我们可以通过将测量材料特性和预测可靠性级别相联系的方法来建立合理的模型。但是由不良的表面沾钖能力或接口金属间化合物结构所造成的失败恐怕很难从这些途径来建立模型。 能否形成一个既强而又可靠的焊接是根据熔融焊料是否能快速而均匀地润湿经处理的焊接表面及能否与该表面相互作用而形成稳定的金属间化合物界面层。
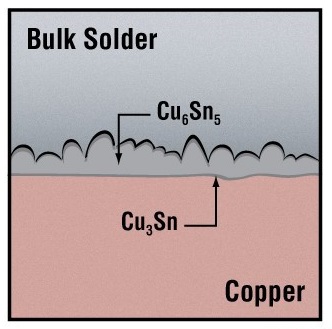 图1 显示了如果焊接在铜的基材上时,除了会在焊料主体界面上形成一层Cu6Sn5,在铜与金属间化合物的接口之间,也会有一层Cu3Sn的存在。
在组装过程中所产生在焊料与焊垫接口上的金属间化合物的厚度,成分和结构,是与叁个因素有密切的关系: 组件和PWB底材上的表面处理的本质(包括他们的洁净情况和状态),焊料合金的选定和组装流程的条件 (包括所用的助焊剂,回流焊条件和回流次数) 。 位于一块线路板内的独立焊点, 因其在组件内位置的不同 (如面数组封装中的中间位与边缘位,或组件内位于开阔地带与邻近具有大的热质量的部件),会在形成过程中经历不同的热量值与分布。 另外,最初的金属间化合物的结构和厚度,无论是在常温还是工作温度,都会因为扩散过程的缓慢进行而发生重大的改变。 金属间化合物,例如于大部份经处理表面上形成的Cu6Sn5 / Cu3Sn 组合或者当焊接在经表面处理的镍上的Ni3Sn4 ,都远比铜焊料合金坚硬和脆弱。关于金属间化合物的结构,有一些普遍的规则可以得出,例如它会依附在基材上和不会形成孔隙的问题。但是对于金属间化合物的结构及厚度对可靠性的影响,是需要有很高深的经验才有可能知道。 测试方法 为了避免根据间接度规去预测焊接可靠性这个困难,从理想的角度来看,每一件单独产品都应该在最后装配时作出测试来评估它的焊接能力。在这现实社会中,产品设计周期绝对不能允许这种做法,所以必须依据各种各样的非产品测试来外推焊接可靠性。 表一说明了在不同层次下需要什么数据去预测焊接可靠性。 焊接可靠性的预测与评估方法
|